Duális képzést indít a Knorr-Bremse Rail Systems Budapest

Az oktatási központ két tagintézménye, az Eötvös Loránd és a Szily Kálmán Szakgimnázium harminc tanulója kezdheti az új tanévet a most átadott tanműhelyben. A képzéseken gépi forgácsoló, CNC gépkezelő, gépgyártás-technológiai technikus képzettséghez juthatnak a diákok, és ahogy Palkovics László felsőoktatásért felelős államtitkár a sajtótájékoztatón elmondta: ha az érettségizett diákok a felsőoktatásban kívánnak továbbtanulni, ez a szakérettségi harminckét pontot jelent a felvételinél.

A Knorr-Bremse Rail Systems Budapest, a világ legnagyobb vasúti féküzem-gyártója húsz éve van Magyarországon. A vállalatcsoportnál harminc országban huszonötezren dolgoznak, a budapesti telephelyen ezerháromszáz főt – köztük ötszáz mérnök – foglalkoztatnak. A magyarországi egységben a világ minden tájára, szinte minden járműgyártónak készülnek komplett fékrendszerek vagy részegységek, elég csak a Magyarországon futó Stadler Flirt motorvonatokat vagy a japán Sinkanzent említeni.
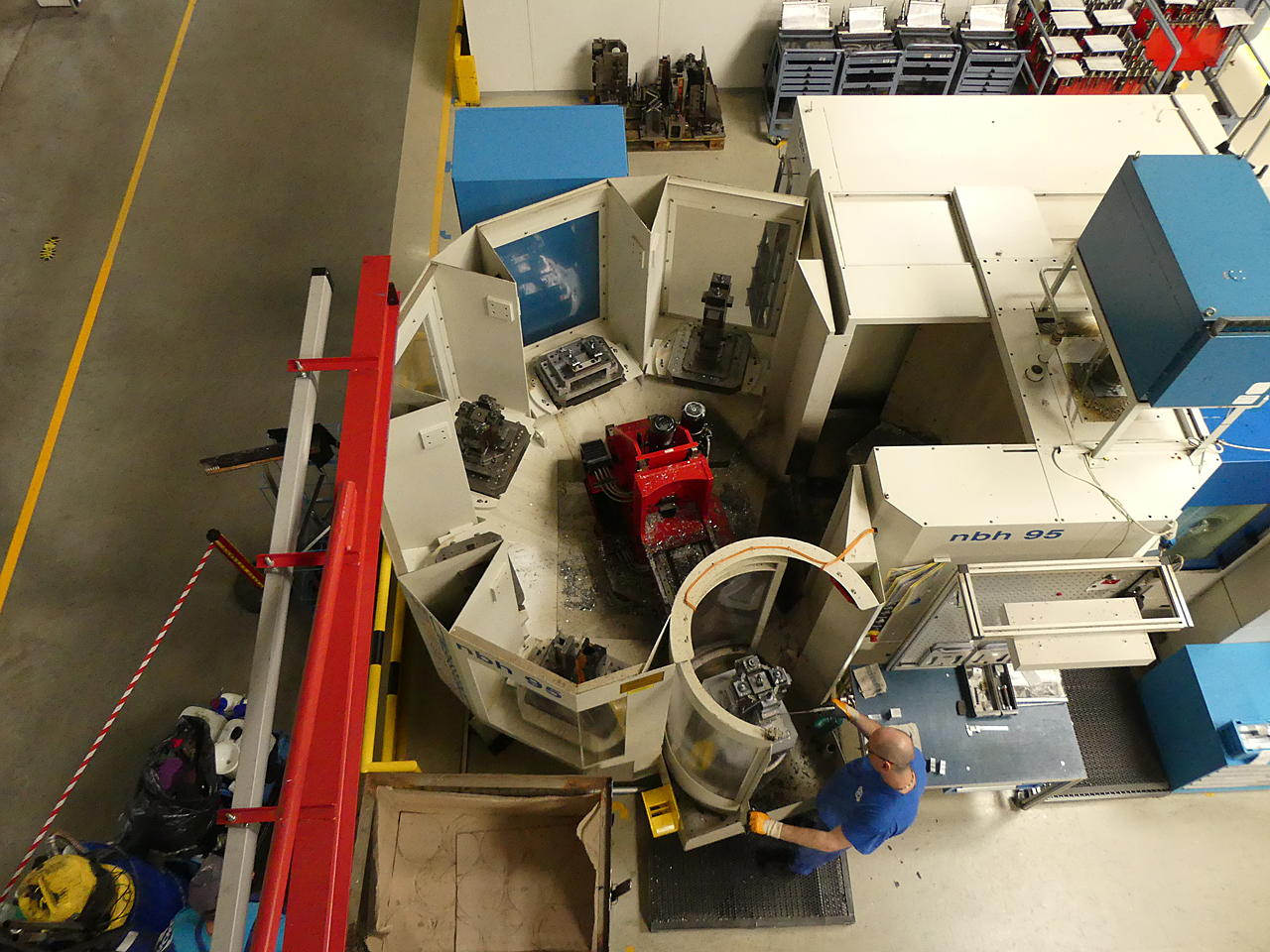
A meghívott vendégek a sajtótájékoztató után bőséges gyárlátogatáson vehettek részt, az egyes részlegekben azok vezetői, fejlesztői tartottak kisebb beszámolót az ott folyó tevékenységről. A Knorr-Bremse Rail Systems Budapest, mint a magyarországi vasúti feldolgozóipar legnagyobb munkáltatója és a világ piacvezető gyártója, a megrendelésekhez, igényekhez mérten a legfejlettebb technológiával, folyamatos fejlesztésekkel igyekszik a követelményeknek eleget tenni.
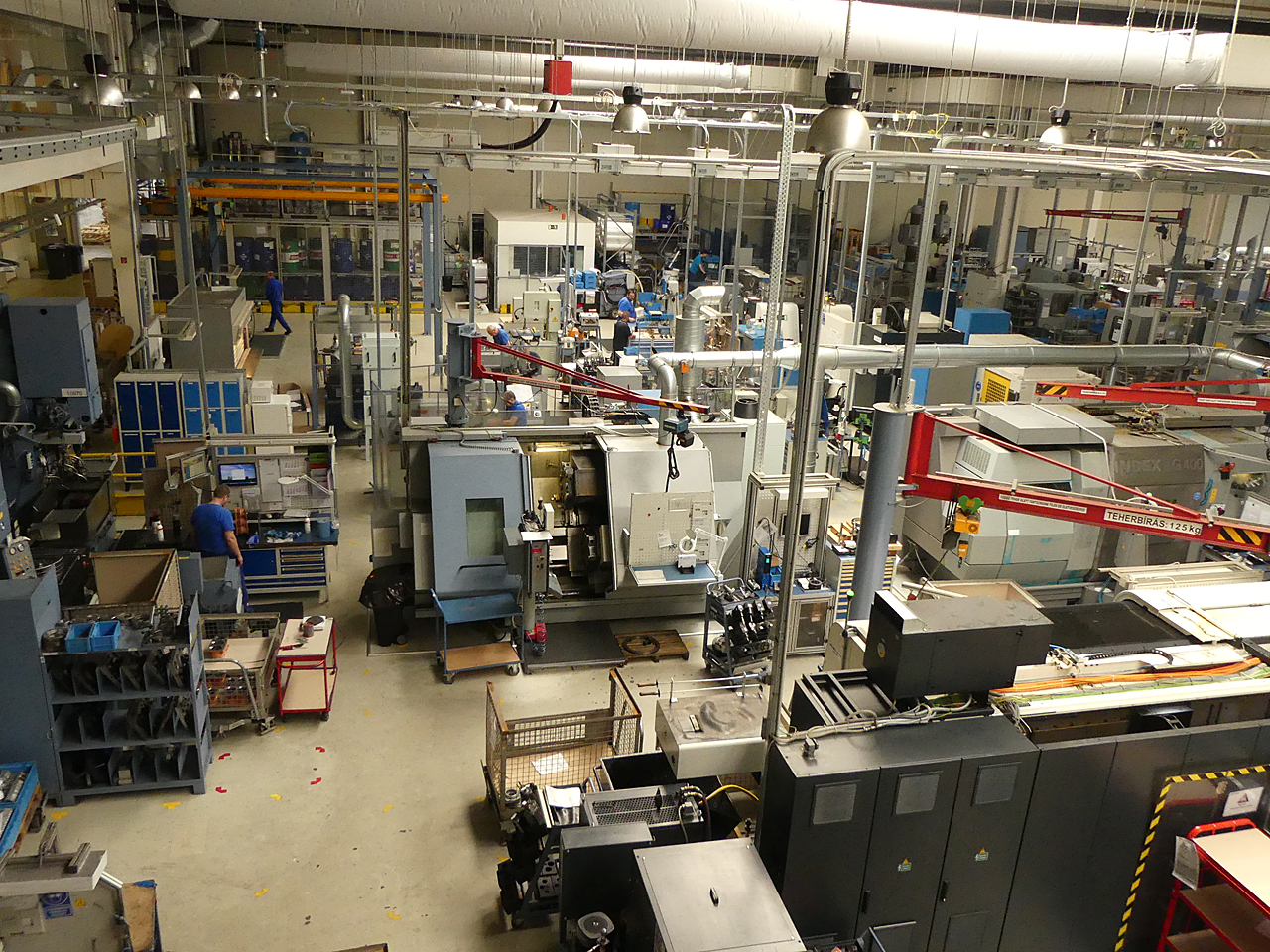
A forgácsolóüzem német gyártású CNC-gépeivel hétezerféle alkatrészből, évi több milliót tud készíteni. A munka ehhez mérten magasan szervezett: a tízfős logisztikai részleg rendeli meg az anyagokat, a technológiai részleg huszonöt dolgozója CAD-CAT alapú terveket készít. A részlegben huszonnyolc megmunkálóközpontban harmincnégy esztergán dolgoznak, a forgácsolt alkatrészek ötvenöt százalékát itt helyben állítják elő, évi háromszázezer gépórás teljesítménnyel.
A munkadarabot innen a festőrészlegbe szállítják, ahol először a korrózió elleni felületkezelést, majd az alapozást kapja meg. A véglegesen nem befestendő részeket ezek után kimaszkolják, így emelik az 1900 méter hosszú konvejorra, ahol a fedőszínt kapja meg. Egy munkadarab a fémtiszta állapotról huszonnégy óra alatt kapja meg végleges színét, kinézetét. A festőrészleg évente 120 tonna festéket használ, napi 4500 alkatrész kezelésére képes.
A szereldébe érkeznek a különböző munkadarabok, a komplett fékeket itt állítják össze. Budapesten készült tervek alapján azonban máshol, Kínától Dél-Afrikáig szerte a világon készülnek fékrendszerek. Naponta öt vasúti szerelvényhez szükséges fékrendszert állítanak össze, ez a típustól függően 8–64 darabból álló sorozatokat jelent. Az egy anyagáramú szerelősorokon folyamatos szerelésfelügyeleti rendszer, és könnyen elérhető dokumentációs panel üzemel, ez garantálja az egyes munkahelyeken nagyjából fél órát töltő munkadarabok folyamatos gyártását.
A fékrendszer szíve-lelke a légellátás. A Knorr-Bremse Rail Systems Budapest gyárában csavarkompresszorokat és dugattyús kompresszorokat egyaránt gyártanak, a bemutató idején épp a DB egyik ICE 2 szerelvényéhez készült egy utángyártott darab. A kompakt, a vasúti műhelyben akár egy-két óra alatt kicserélhető elemekből álló légkezelő rendszerek összeállítását 3D ábrákkal ellátott szereléssegítő rendszerek is támogatják. A szereldében készül az egyetlen, nem gépesíthető munkát igénylő részegység, a csövezett panel, ami a levegőt juttatja el a vasúti jármű különböző részeihez a kapcsolótábláról. Itt nemcsak a fékrendszer, hanem a vákuumos ürítésű illemhely és az ajtózárás üzemeltetése is összefut. A légellátó rendszerek végszerelése jelenleg a müncheni üzemben zajlik, 2017 júliusában költöztetik Budapestre az egységet.

A tesztközpont 2006-ban nyílt meg, negyven négyzetméteren, két mérnökkel, ez tizenegy év alatt háromezer négyzetméteresre bővült, huszonhét dolgozó végzi az egységek különböző vizsgálatait 700 eszközzel, nyolcvan tesztpadon. Komplex funkcióvizsgálatokat, élettartamteszteket végeznek, a fárasztópadokon akár milliós ciklusokat is vizsgálhatnak, garantálva a harmincéves működést. A pneumatikus helyett moduláris elektrohidraulikus rendszereket használva a hathavi fárasztópados vizsgálat mindössze egy hónapra csökkent. Többek között itt végzik az egységek vibrációtesztjeit, klíma- és sóködvizsgálatait, a beázásvizsgálatokat, a szoftverek és vezérlőkártyák tesztjeit, a csúszásgátlók vizsgálatát. A Knorr-Bremse a MÁV-val kötött szerződése értelmében élesben, akár előre preparált pályán is végezheti a fékberendezések ellenőrzését.
* * *
KNORR-BREMSE Magyarország – Biztonságossá tesszük a gyorsuló jövőt. Csatlakozzon hozzánk! Klikk, és like a Facebookon!
Indóház Online – Hivatalos oldal: hogy ne maradj le semmiről, ami a földön, a föld alatt, a síneken, a vízen vagy a levegőben történik. Csatlakozz hozzánk! Klikk, és like a Facebookon!